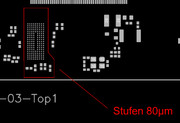
grad ist mir noch ein Referenzprojekt von uns eingefallen. µBGA mit Padröße 230µm x 230 µm. Wird bei uns mit 80 µm Schablone und Paste Typ 5 Körnung gedruckt.
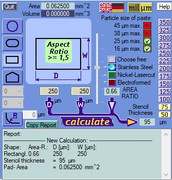
im Prinzip bist du nicht verkehrt unterwegs mit deinen Grundeinstellungen und Setup. 100µm Schablone sollte funktionieren, die Koki Typ 4 Paste verwenden wir auch als Standard, du könntest auch mal die Typ 5 Paste verwenden KOKI S3X70-M500C, die ist etwas feiner. Wie ist das Schablonendesign von dem BGA? Laut Bilder runde Öffnungen??? Wir designen BGA´s mit abgerundeten Ecken, weil es besser auslöst. Ist die Baugruppe an der Stelle wo der BGA ist gut unterstützt? Wie verändert sich das Ergebnis wenn du die Druckparameter veränderst? Rakeldruck , Rakelgeschwindigkeit und Trenngeschwindigkeit?
Anbei noch 2 Bilder zum Aspect Ratio und BGA Schablonendesign
Koenen ist mir bekannt und kaufen da auch unsere Stufenschablonen. Mir gehts eher um Erfahrungsschatz aus der Praxis vor Ort im Shopfloor. In der Theorie funktioniert vieles.
die Fuji ist bei weitem nicht so anfällig wie die Siplace. Die Siplace kontrolliert sich zu Tode. Wenn ich schaue was wir uns früher mit Vakuumwerte, Pipettenlänge, Pipetten verstopft usw usw. rumgeärgert haben. Gibts bei der Fuji nicht solche Themen. Das dingt bestückt oder eben nicht, aber es kommen nicht ständige irgendwelche Warnungen oder Hinweise die sich auf die Leistung und Verfügbarkeit niederschlagen.
so sieht bei uns die Auswertungssoftware aus die dahinter hängt. Der Performance Monitor ist (Soll/Ist Linie) ist ja nur ein Werkzeug für den Livebetrieb. Ist alles Marke Eigenbau. Aber evtl. als Anregung für euch.
was genau ist denn relevant für euch? Nur die Runtime oder wieviele Baugruppen in einem bestimmten Zeitfenster "geschafft" wurden.
neben den Reportmöglichkeiten die Nexim bietet, gibt es ja auch die Accessory Software aus der man viele Informationen rausziehen kann.
Am Anfang haben wir das Dashboard von Fuji am laufen gehabt das ja auch den OEE der Linie abbilden soll. Unsere Bediener sind damit aber nicht klar gekommen (ist auch nicht sehr übersichtlich)
Nun haben wir zur Darstellung der Performance an jeder Linie einen Monitor hängen mit einer eigenen Software. Hier wird anhand der optimalen Taktzeit und der Auftragsmenge eine Sollkurve vorgegeben die möglichst erreicht werden muss. Wenn nun etwas nicht stimmt ist das auf einen Blick schnell ersichtlich. (zu lange Taktzeit , Störungen), denn dann gehen die Linien auseinander.
Man sieht auch welches Modul das Bottleneck ist und ob die Module richtig ausbalanciert sind
hab dir das mal mit angehängt wie es bei uns aussieht.
wir arbeiten mit Nexim und vorher auch schon mit Flexa. man kann das im System Layout einstellen wie man es haben möchte. Entweder Global oder Lokal. Wenn wir ein neues Programm bauen holt er sich die Bauteile aus der globalen Bibliothek, wenn man dann Änderungen im Programm durchführt sind diese nur im Programm geändert aber nicht in der globalen Bibliothek, so ist es bei uns eingestellt. Wir haben auch noch Siplace Linien wo alles global ist da muss man schon aufpassen was man ändert. Beide Varianten haben Ihre Vor- und Nachteile.




![[b][/b]](https://img.homepagemodules.de/ds/static/gaia/bold.png "[b][/b] einf³gen")
![[i][/i]](https://img.homepagemodules.de/ds/static/gaia/italic.png "[i][/i] einf³gen")
![[u][/u]](https://img.homepagemodules.de/ds/static/gaia/underline.png "[u][/u] einf³gen")
![[code][/code]](https://img.homepagemodules.de/ds/static/gaia/code.png "[code][/code]")
![[quote][/quote]](https://img.homepagemodules.de/ds/static/gaia/quote.png "[quote][/quote] einf³gen")
![[spoiler][/spoiler]](https://img.homepagemodules.de/ds/static/gaia/spoiler_neu.png "[spoiler][/spoiler] einf³gen")
![[url][/url]](https://img.homepagemodules.de/ds/static/gaia/link.png "[url][/url]")
![[img][/img]](https://img.homepagemodules.de/ds/static/gaia/picture.png "[img][/img]")
![[video][/video]](https://img.homepagemodules.de/ds/static/gaia/movie.png "[video][/video]")


![[pre][/pre]](https://img.homepagemodules.de/ds/static/gaia/pre.png "[pre][/pre] einf³gen")